
Automatización para madera estructural: finger joint y prensado glulam
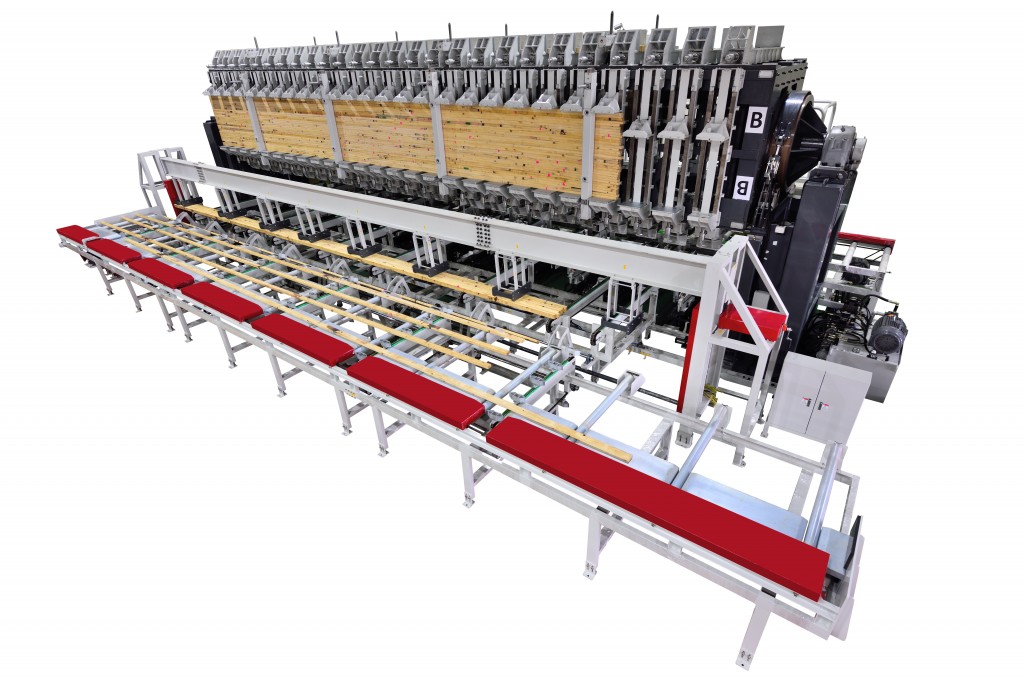
SK Global integra líneas turnkey para unir, curar, calibrar y prensar madera de ingeniería; una base para producir vigas laminadas con repetibilidad industrial.
La conversación sobre madera cambió de escala. Ya no se trata solo de carpintería fina o de paneles decorativos: en muchos mercados, la madera vuelve como **material estructural** y como base para productos de ingeniería (glulam/GLT, CLT, vigas dúo y trío, elementos para techos y componentes de gran longitud). Ese salto trae una exigencia nueva: cuando el producto final es una viga que trabaja, la calidad no puede depender de sensaciones del taller. Depende de **proceso**, de trazabilidad y de un flujo productivo que transforme piezas con variabilidad natural en componentes con comportamiento repetible. En ese contexto, **SK Global Co., Ltd.** (Taiwán) se posiciona como integrador de maquinaria y proyectos turnkey para procesamiento de madera: desde preparación y unión hasta prensado y manejo de materiales. Dos piezas de su propuesta ayudan a entender el enfoque industrial: la **Finger Jointing & Moulding Line** (línea de empalme dentado y moldurado) y la **prensa rotativa para glulam SK-1200-250-13000-GRP**, orientada al prensado automático de vigas laminadas. ## 1) Antes del prensado: por qué el finger joint define la estabilidad del producto Si el objetivo es fabricar elementos largos y estables, el primer desafío no es la prensa: es la materia prima. La madera llega con nudos, variaciones de densidad y humedad, y longitudes que no siempre se adaptan al producto final. El **finger joint** (empalme dentado) resuelve un problema clave: permite unir piezas cortas para construir largos continuos, reduciendo desperdicio y estabilizando el suministro para el resto de la línea. La propuesta pública de SK Global para una línea de finger joint y moldurado describe un esquema típico de automatización: - Un **finger joint servo** para piezas de entrada del orden de **1,5 m** de longitud, con secciones alrededor de **150 mm de ancho** y **90 mm de espesor**, y salida con longitudes de hasta **6 m**. - Una **zona de curado** de múltiples capas posterior al finger jointer, pensada para dar tiempo y orden al proceso cuando se trabaja con adhesivos. - Un sistema de alimentación hacia un **molder (cepilladora/moldurera) de 4 caras**, más estaciones de verificación y descarga. Más allá de los números, lo importante es la lógica: en madera estructural, el empalme y el curado no son un paso más. Son la base de la resistencia y la rectitud. Industrialmente, la zona de curado funciona como un buffer que estabiliza el ritmo de la línea y evita que la producción se vuelva un encadenamiento frágil de cuellos de botella. ## 2) Prensado glulam: la prensa rotativa como corazón del laminado Una vez que la línea entrega material calibrado y con longitudes útiles, el siguiente salto es el laminado (glulam/GLT). SK Global presenta la **SK-1200-250-13000-GRP**, descrita como una **prensa rotativa** adecuada para el prensado totalmente automático de: - **Vigas laminadas** - **Vigas dúo y trío** - **Elementos para casas de troncos** - **Escantillones para ventanas** - **Componentes y vigas de techo** En la práctica, una prensa glulam es una máquina de control de geometría. La viga final no solo debe pegar: debe salir con alineación y sección controladas. La presión distribuida, el paralelismo del conjunto, la repetibilidad del ciclo y la integración con la alimentación/descarga determinan la estabilidad del producto final y su desempeño en obra. La característica de prensado totalmente automático es relevante por dos motivos: primero, reduce variabilidad humana en un proceso sensible a tiempos abiertos de adhesivo y a secuencias de armado; segundo, habilita cadencias más previsibles cuando el mercado exige volumen. ## 3) Integración con prensa de alta frecuencia: velocidad sin perder control En la misma línea turnkey, SK Global describe el uso de una **prensa de alta frecuencia (HF)** para materiales con entrada de alrededor de **6 m de longitud**, hasta **1200 mm de ancho** y **90 mm de altura**, seguida por un **multiple rip saw** para convertir el prensado en tiras, más estaciones de chequeo y descarte. Desde el punto de vista técnico, el valor de integrar HF en una planta de madera es la relación entre **tiempo de curado** y **flujo**. Cuando los ciclos se acortan, el sistema completo tiene que sostener la calidad: preparación, dosificación/encolado, presión, disipación térmica, y manipulación posterior. Por eso, en proyectos de automatización reales, la prensa no es un equipo aislado; es una estación dentro de un sistema que incluye curado, manejo y control de defectos. ## 4) Impacto industrial: menos mano de obra crítica, más repetibilidad La madera estructural industrial compite con materiales que tienen variabilidad mucho menor. Para que glulam/CLT y componentes estructurales ganen terreno, la industria necesita dos cosas a la vez: 1) **Aumentar rendimiento de materia prima** (aprovechar longitudes cortas, ordenar defectos, reducir descarte). 2) **Aumentar repetibilidad** (que el producto sea predecible para el cálculo, el montaje y la inspección). Las líneas integradas como las que SK Global describe atacan ese dilema con ingeniería de proceso: el finger joint permite transformar piezas cortas en largos funcionales; la zona de curado y el manejo de materiales estabilizan el ritmo; el prensado automático reduce dispersión; y la verificación final evita que el defecto avance a la siguiente etapa. ## 5) Aplicaciones y casos de uso: madera masiva, ventanas y componentes de techo La lista de aplicaciones de la prensa rotativa (glulam, duo/trio, window scantlings, componentes de techo) permite leer un patrón: el mercado está migrando hacia componentes de mayor valor agregado, donde el costo del error es alto. Una viga laminada con geometría fuera de tolerancia o una pieza para ventana que se deforma en servicio no es solo un desperdicio de material; es un problema de instalación, garantía y reputación. Por eso, el discurso turnkey es más que un paquete de máquinas: es una propuesta de **flujo completo**, donde cada estación está pensada para el producto final. ## 6) Tendencias y futuro: mass timber y plantas pensadas como sistemas Mass timber no crece solo por estética o sustentabilidad: crece porque la ingeniería de madera se vuelve industrializable. La tendencia es clara: plantas que combinan optimización de corte, finger joint, calibración, prensado (incluyendo tecnologías HF cuando el caso lo justifica), y manejo automatizado para reducir tiempos muertos. En ese camino, el rol de integradores como SK Global es traducir requisitos de producto (longitud, sección, estabilidad) en un diseño de planta donde el proceso es el verdadero activo. La madera, por su naturaleza, siempre traerá variabilidad; la competitividad está en cómo el sistema la absorbe. ## Cierre editorial Cuando la madera se usa para estructura, la pregunta no es si se puede fabricar una viga: es si se puede fabricar **miles** con la misma lógica. La combinación de una línea de finger joint con curado y moldurado, más un prensado glulam automatizado como el que SK Global muestra en su SK-1200-250-13000-GRP, apunta a esa frontera: convertir la variabilidad del bosque en piezas de ingeniería con comportamiento repetible. Y ahí, la tecnología deja de ser maquinaria para convertirse en estrategia industrial.