
Automation for structural timber: finger jointing and glulam pressing
SK Global integrates turnkey lines for joining, curing, sizing and pressing engineered wood, enabling repeatable laminated-beam production at industrial scale.
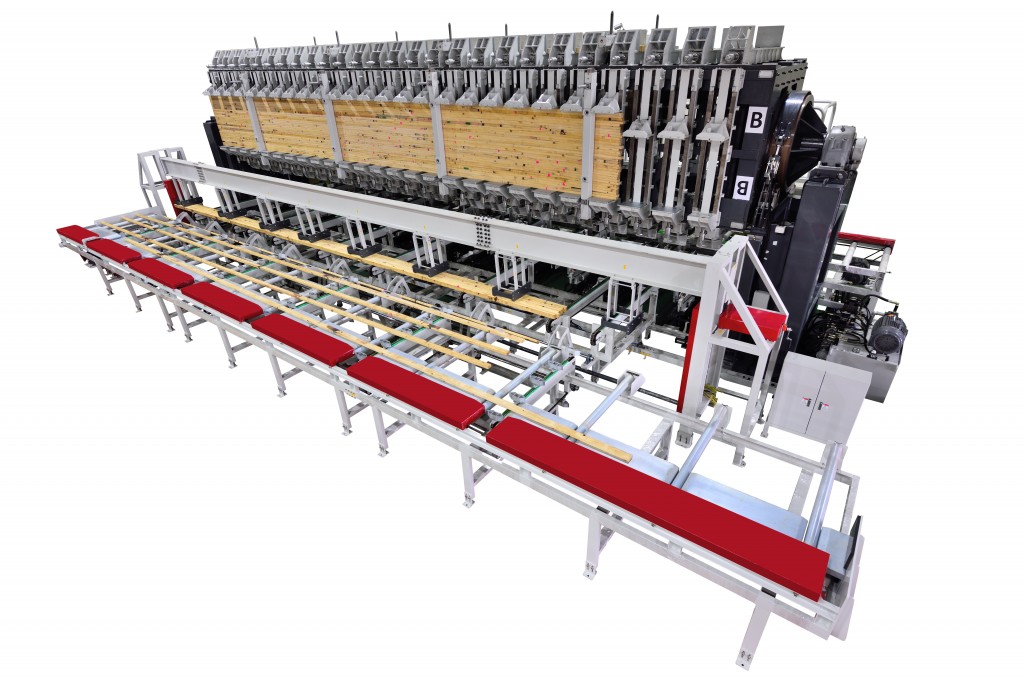
The wood conversation has changed scale. It is no longer only about fine joinery or decorative panels: in many markets, wood is returning as a **structural material** and as the foundation for engineered products (glulam/GLT, CLT, duo and trio beams, long-span roof elements). That shift adds a new requirement: when the end product is a load-bearing beam, quality cannot depend on workshop feel. It depends on **process**, traceability, and a production flow capable of turning naturally variable pieces into repeatable engineered components. In this context, **SK Global Co., Ltd.** (Taiwan) positions itself as an integrator of machinery and turnkey projects for timber processingfrom preparation and joining to pressing and material handling. Two elements of its public portfolio illustrate that industrial approach: the **Finger Jointing & Moulding Line** and the **SK-1200-250-13000-GRP glulam rotary press**, designed for automated pressing of laminated beams. ## 1) Before pressing: why finger jointing determines product stability If the goal is long, stable members, the first challenge is not the pressit is the raw material. Wood arrives with knots, density and moisture variation, and lengths that do not always match the final product requirement. **Finger jointing** solves a key problem: it allows short pieces to be joined into continuous lengths, reducing waste and stabilizing supply for the next stages. SK Globals public description of a finger jointing and moulding line outlines a typical automation logic: - A **servo finger joint line** for infeed lengths around **1.5 m**, with cross-sections in the range of **150 mm width** and **90 mm thickness**, and outfeed lengths up to **6 m**. - A **multi-layer curing zone** after the finger jointer, providing time and buffering when adhesives are part of the process. - A feeding system into a **4-side moulder**, followed by checking and outfeed stations. Beyond the numbers, the logic matters: in structural timber, joining and curing are not just another step. They are the foundation of strength and straightness. Industrially, a curing zone acts as a buffer that stabilizes line rhythm and prevents the entire plant from becoming a fragile chain of bottlenecks. ## 2) Glulam pressing: the rotary press as the lamination core Once the line produces calibrated material with usable lengths, the next step is lamination (glulam/GLT). SK Global presents the **SK-1200-250-13000-GRP** as a **rotary press** suitable for fully automatic pressing of: - **Laminated beams** - **Duo and trio beams** - **Logs for log houses** - **Window scantlings** - **Ceiling components and ceiling beams** Practically, a glulam press is a geometry-control machine. The beam must not only bond; it must leave the press with controlled alignment and cross-section. Distributed pressure, parallelism, cycle repeatability and infeed/outfeed integration determine the final products stability and performance on site. Fully automatic pressing is significant for two reasons: it reduces human-driven variation in a process sensitive to adhesive open times and assembly sequences, and it supports more predictable throughput when markets demand volume. ## 3) High-frequency pressing integration: speed without losing control Within its turnkey line description, SK Global also references a **high-frequency (HF) press** for infeed lengths around **6 m**, up to **1200 mm width** and **90 mm height**, followed by a **multiple rip saw** to turn the pressed material into strip formats, plus checking and defect-removal stations. From a technical viewpoint, HF integration is about the relationship between **curing time** and **flow**. When cycles shorten, the whole system must protect quality: preparation, glue application/dosage, pressure strategy, thermal management and post-press handling. That is why in real automation projects the press is not an isolated assetit is a station within a system that includes curing, handling and quality gates. ## 4) Industrial impact: less critical labor, more repeatability Structural timber competes with materials that have far less inherent variability. For glulam/CLT and engineered components to gain share, the industry needs two outcomes at once: 1) **Higher raw-material yield** (use shorter lengths effectively, manage defects, reduce scrap). 2) **Higher repeatability** (predictable components for engineering, assembly and inspection). Integrated lines like those SK Global describes address that trade-off through process engineering: finger jointing turns short pieces into functional lengths; curing and material handling stabilize rhythm; automated pressing reduces dispersion; and final checking prevents defects from propagating downstream. ## 5) Applications: mass timber, windows and roof components The rotary press application list (glulam, duo/trio, window scantlings, ceiling components) reveals a pattern: the market is moving toward higher value-added components where the cost of error is high. A laminated beam out of tolerance or a window component that warps in service is not only wasted material; it becomes an installation, warranty and reputation issue. That is why the turnkey concept matters: it is not simply a collection of machines, but a **complete flow** designed around the final product. ## 6) Trends and the next step: mass timber and plants designed as systems Mass timber grows not only for aesthetics or sustainability narratives, but because engineered wood can be industrialized. The trend is clear: plants that combine optimized cutting, finger jointing, calibration, pressing (including HF when appropriate), and automated handling to reduce dead time. In that direction, integrators like SK Global translate product requirements (length, cross-section, stability) into plant design where process is the real asset. Wood will always bring variability; competitiveness lies in how the system absorbs it. ## Editorial close When wood becomes structural, the question is not whether you can make a beamit is whether you can make **thousands** with the same logic. The combination of finger jointing with curing and moulding, plus automated glulam pressing as shown in SK Globals SK-1200-250-13000-GRP, targets exactly that frontier: turning forest variability into engineered components with repeatable behavior. At that point, technology stops being machinery and becomes industrial strategy.














